Припуск на обработку обычно срезается не весь сразу, а за несколько проходов инструмента. Чаще всего ведут обработку в лва прохода: один — черновой, при котором снимается основная часть припуска, а второй — чистовой, при котором выдерживаются заданные чертежом форма, размеры и чистота поверхности.
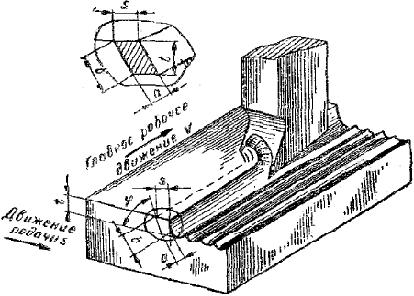
Рис. 1. Элементы резания при строгании
Толщина слоя металла, срезаемого резцом за один проход, называется глубиной резания. Она обозначается буквой t и измеряется в миллиметрах. Если известна величина припуска на обработку, то число про ходов, обозначаемое буквой i7 равняется припуску, деленному на глубину резания: i = h/t.
Подача, Строгальные станки имеют рабочий дод, во время которого происходит резание, и холостой (обратный) ход, когда заготовка или резец перемещаются в обратном направлении. При хол остом ходе резания не происходит, а в конце его осуществляется движение подачи относительное перемещение резца или заготовки необходимое для того, чтоб и при рабочей хое снять следующий слой металла; г. е, подача при строгании прерывиста, она осуществляется в конце хода стола (резца). Как видно из схемы, приведенной на рис. 1, паправл ение движения подач а перпендикулярно направлению главного рабочего движения.